February 22, 2021
스틱 구조
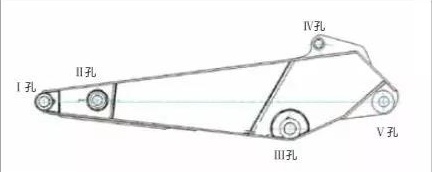
굴삭기의 버킷 로드는 강철판에 의해 용접됩니다. 일반적으로, 로드 샤프트 홀 (II 홀), 붐 샤프트 홀 (3세 홀을) 연결시킨 버킷 로드, 말하자면, 버킷 샤프트 홀 (내가 구멍을 팝니다),에 5 샤프트 홀이 있다고 (V 홀이) 버킷 실린더 샤프트 홀 (IV 홀)을 삽으로 푸고 실린더축 홀을 붙입니다, 각각 샤프트 홀이 부싱으로 새겨 넣어집니다
샤프트 홀 웨어의 원인
굴삭기가 일하고 있을 때, 버킷은 충격 하중을 받으며, 그것을 첫번째가 방심하지 않고 I 홀에 행합니다. 전송 경로의 내가 베어링 임팩트 로드에 구멍을 뚫고 다음과 같이 다음 입니다 bucket→pin shaft→sleeve→inner I의 벽은 구멍을 팝니다.
샤프트 슬리브의 견고성이 I 구멍의 그것보다 크기 때문에, 충격 하중은 I 구멍의 내벽의 플라스틱 변형을 야기시킬 수 있습니다, 간섭의 파기의 결과가 되는 것 I 구멍의 내벽과 샤프트 슬리브의 외경 사이에 적합합니다. 핀과 샤프트 슬리브 사이의 마찰이 샤프트 슬리브와 I 구멍의 접합면 사이의 마찰보다 더 클 때, 샤프트 슬리브는 I 구멍의 내벽을 따라 회전할 것입니다. 샤프트 슬리브가 회전한 후, 내가 심하게 일 더 홀 입혀집니다, 어느 것이 버킷이 운영 동안 흔들리고 굴삭기의 효율성에 영향을 미치게 할 것입니다.
축 홀 웨어 수리 과정
(1) 복구 기술을 선택하세요
우리는 그것의 수리 과정을 설명하기 위해 한 예로 스틱 I 홀의 웨어를 잡습니다. I 구멍과 샤프트 슬리브의 접합면이 심하게 입혀진 후, I 구멍은 수리될 필요가 있습니다. 금속 부품류의 표면 수리 기술은 전기 도금과 전동솔 도금, 열 분무, 부상, 레이저 클레딩 기술, 표면 접착성, 기타 등등과 코팅 수리의 두께와 강도를 포함합니다. I 블랙홀, 상기 복구 기술의 편의점과 경제, 두께와 피복 보수의 힘의 웨어를 고려할 때, 우리는 표면 피복 복구 기술을 용접하여 가스 차폐 용접과 설명서 아크를 선택했습니다.
(2) 표면 피복 샤프트 홀
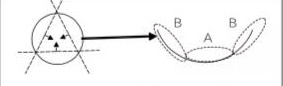
구멍 방향에 따라 I 구멍을 3 동등부분으로 나누고, 용접 역이 높이오르거나 튀김으로써 수평선상 상위 방향 위치에서 있으며, 그 곳에서 한 지역은 수평선상 용접 위치이고 비 지역이 수평선상 용접 위치이라는 것을 보증하세요. 용접 영역 매개 변수. 게다가 무거운 스크래치와 웨어 표면과 면 웨어 표면)을 위해, 다른 매개 변수는 용접되는데 사용되고 표면 피복 두께가 I 구멍의 웨어의 정도에 의존합니다.
용접 프로세스 동안, 용접선은 외부에서 샤프트 홀의 방향을 따라 내부까지 용접됩니다. 언퓨전 결점을 방지하기 위해, 지난 웰드는 용접 동안 첫번째 웰드의 1/2~2/3에 눌러져야 합니다. 각 층의 두께는 2~3mm에 제어되고 슬래그 제거성이 용접층 사이에 요구됩니다. 부상이 끝난 후, 조리개 크기는 기계가공을 용이하게 하도록 표준 개구보다 작은 10%에 대한 것입니다. 샤프트 홀의 내벽 위의 그리스 홀은 직접적으로 용접되는 것으로 떠오르고 있습니다. 샤프트 홀이 기계화된 후, 그것은 드릴로 손으로 꿰뚫을 수 있습니다.
샤프트 슬리브 단부면의 평평한 용접 위치에 대한 스틱과 샤프트 홀 단부면을 포장하는 것 끌어올리세요. 떠오르기 전에, 웰드의 디아크 시단을 부수세요 그리고, 외부에 용접되기 위한 거어스 용접 방법을 이용하세요. 용접을 포장한 후, 샤프트 홀의 양쪽 끝은 기계가공을 위한 요구되는 크기를 보증하도록 표준 크기 보다 5~7mm 두껍습니다. 용접 프로세스 동안, 용접 솔기는 원활한 이전을 보증하여야 하고 어떤 새깅, 기공과 명백한 협곡도 기계 가공 정확도에 영향을 미치기를 회피할 수 없습니다.
(3) 샤프트 홀을 기계화하기
I 구멍 직경과 단부면 부상이 완료된 후, 그것은 기계화될 필요가 있습니다. 기계 가공 단계는 다음과 같습니다.
처음으로, 스틱을 끌어올리고 그것을 선 조립하세요. 선-설치를 위한 복합 공작 기계 플랫폼에 I 블랙홀과 표면 피복 스틱을 끌어올리세요. 후속 기계 가공 조정의 정확도를 보증하기 위해 1 밀리미터 이내에 대칭 편향을 만들기 위해 블랙홀 II, 블랙홀 3세, V 블랙홀과 복합 공작 기계의 기준 평면의 대칭성을 조정하기 위해 이 시각에, 처음으로 강철 통치자를 사용하세요.
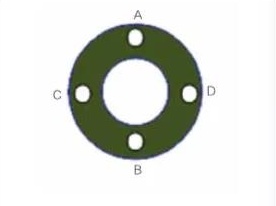
둘째로, 스틱과 완전한 위치설정에 대한 정확한 조정을 하세요. 정확하게 스틱을 조정하기 위해 복합 공작 기계의 루비색 탐침을 사용하세요. II와 3세 구멍의 크기를 측정하고 스틱을 조정하기 위해 루비색 탐침을 사용하세요. 블랙홀 II와 블랙홀 3세의 센터링 좌표의 크기를 결정하기 위해, 위로 루비색 탐침 아래, 왼쪽으로과 곧바로 같은 거리를 지점 A, 비와 C와 D 옮기세요. 이러한 4 점은 홀 II와 홀 3세의 외부 가장자리에 근접합니다. 포인트는 웨어 선의 매끄럽고 자유로와야 합니다.
다시 한 번, I-홀 기계가공 좌표가 결정합니다. D, 비, C가 A1, B1, C1, D1으로서의 스틱 II 구멍 단부면 좌표와 A2, B2, C2, D2로서의 3세 구멍 단부면 좌표에서 설정할 때 더 홀 단부면에 관해 Z좌표 감원을 이러한 4 포인트에 설정하세요 ; 각각 협동점의 오차가 0.1 밀리미터 이하이라는 것을 보증하기 위해 스틱을 조정하세요. MDS 소프트웨어와 공작 기계 프로그램을 통하여 블랙홀 II, 블랙홀 3세, 블랙홀 IV와 블랙홀 V의 센터링 좌표를 측정하고, 블랙홀 I의 기계가공 좌표를 결정하세요.
마침내, I 홀은 그림을 위한 기술적 요구에 따라 처리됩니다. 가공처리하는 것 뒤에 수리 용접홀에서 기공이 있다면 그것은 제대로 기공 상태에 따라 수리되어야 합니다. 점검을 통과한 후, 스틱의 I 홀은 수리될 것입니다.